Environmental Remediation
Air Sparge System for a Former Heating Plant at a Space launch base

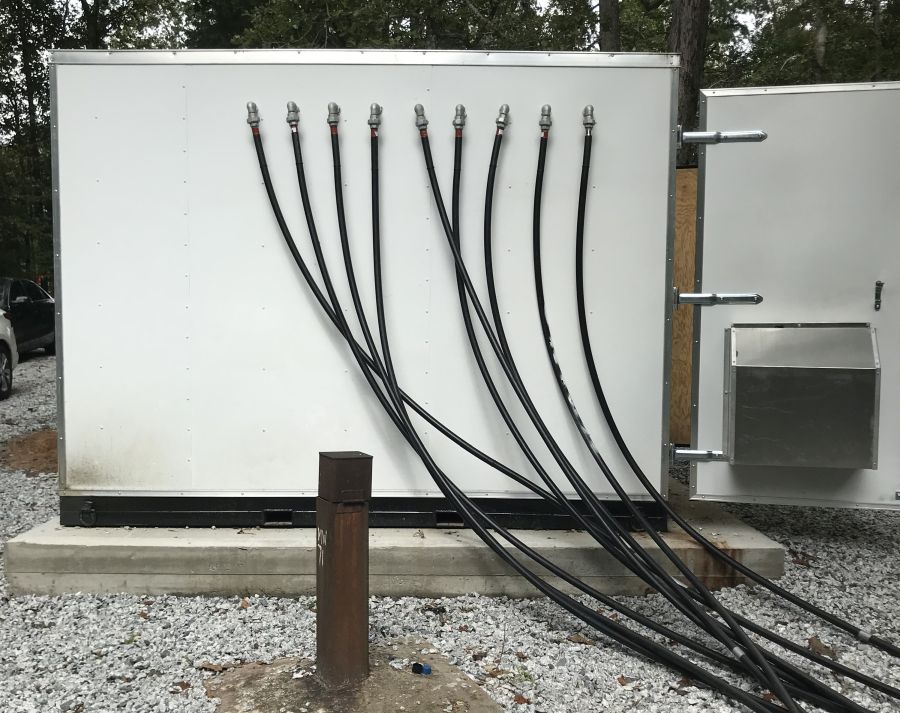
MAE2 was selected after a competitive bid process to build and start up an integrated Air Sparge system for a former heating plant at a space launch base.
The system was designed to remediate a solvent plume and source area at the site of the former heating facility. There are 125 sparge wells spread across the site in order to create high air flow and radius of influence across the plume.
The design required two separate compressors and sparge manifolds. The first compressor was designed for the shallow depth wells and included a refrigerant dryer so that the air supply remained dry and at ambient temperature when leaving the system.
The completed system included a 60 HP variable speed rotary screw compressor capable of providing up to 295 CFM. The compressor automatically adjusts to provide only the air demand needed at any given moment which saves electricity and prolongs the life of the equipment. The system design included programmable timers that allow the user to rotate air delivery through the different site zones as desired. The project included remote operation and monitoring so that the performance could be viewed and adjusted as required.
The System controls display and log temperature, pressure, and CFM flow for the compressor and well field areas. The set points and operation timers can be adjusted remotely by phone or computer to maintain optimum efficiency.
The second compressor was designed for the deeper wells located in the more concentrated source area. The completed system included a 40 HP rotary screw compressor capable of providing up to 215 CFM. This system was piped directly from the compressor through the sparge manifold into the sparge wells. The concept was to use the elevated air sparge temperature of 350 degrees Fahrenheit to optimize source area mobilization and solvent breakdown. The manifold, electric valves, temperature, flow, and pressure transmitters all had to be designed and assembled to withstand the higher temperature of the sparge process air flow.

The systems were each installed in two utility trailers, custom designed to handle the size and weight of the compressors. Custom ductwork and climate control were designed to keep the interiors of each trailer at the low temperature and low humidity that the compressor requires for proper operation. The doors and vent openings on the trailers were also designed to support the compressor operation and maintenance needs.
The Master Control System (MCP) was designed to provide monitoring of the temperature, pressure and CFM flow for the compressor as well as the individual zones going out to the well field. The MCP allows the user to change the set points and zone operation timers to operate in any combination desired for optimum efficiency. Each trailer unit has its own operations control panel which is accessed by the MCP. The MCP was connected to internet based access via a cellular modem allowing for complete system control via any web connected computer or from a smart phone. The password protected remote access provides the same control screens and operational control that you get on site from the MCP.

This Air Sparge System uses the following components and subsystems
Long Term Rental System at a rural GA Gas Station

Rental Systems have often become a preferred option for fund reimbursed cleanup sites.
Renting a system offers flexibility to adapt to site or funding changes. This offers regulators more control over site operations and provides a more predictable reimbursement cost. Also, since rental systems are already assembled, the time from purchase order to start up is much quicker.
 The consultant has worked with MAE2 to provide several rental systems for site remediation. The consultant recommended a multi-phase groundwater pump and treat remediation system that incorporated down well groundwater pumps and high vacuum DPE (Dual Phase Extraction) in order to remove the free product and lower the dissolved phase gasoline concentrations.
The consultant has worked with MAE2 to provide several rental systems for site remediation. The consultant recommended a multi-phase groundwater pump and treat remediation system that incorporated down well groundwater pumps and high vacuum DPE (Dual Phase Extraction) in order to remove the free product and lower the dissolved phase gasoline concentrations.
MAE2 provided a high vacuum rotary claw pump system and QED pneumatic auto pumps to dewater the wells and enhance the vacuum influence. The rotary claw vacuum pump was chosen to allow the system flexibility to operate at a wide range of vacuum levels. The flexibility allows the system to operate at low vacuum to help slurp the free product in the wells while pumping at a low rate to maximize the free product recovery. The vacuum can also be increased to maximize dewatering and dissolved phase recovery.
The 9 pneumatic auto pumps operate on demand with a 10 HP reciprocating air compressor providing the air supply needed for pumping. The Groundwater Treatment system consists of an air water separator, an oil water separator to remove free product and a poly stackable tray stripper to remove the dissolved phase gasoline and then pumped through bag filters plumbed in series and two high pressure steel carbon vessels for final treatment before discharge. The OWS pump and Air Stripper pump are centrifugal transfer pumps. An enclosed steel frame utility trailer maximizes flexibility and mobility.
The regulatory agency requires consistent run time for all approved systems. The system provides run time hours, vacuum trends, and water flow totals recorded through the PLC control panel. The cellular connection allows full system control and data through easy-to-use web browser access. The instant alarm notification and remote control allows the consultant to immediately respond to any changing site conditions and maximize system run time.

This Remediation System uses the following components and subsystems
Rotary Claw Vacuum Pump
Poly Stackable Tray Air Stripper
PLC Control panel
Oil Water Separator
Vapor Liquid Separator
Centrifugal Transfer Pump
Progressive Cavity Transfer Pump
Reciprocating Air Compressor
Down well Pneumatic Pumps
System for Ground Water Remediation at a Power Generation Plant

MAE2 was asked to provide a system based upon detailed written specifications for a Multi Phase Extraction and Groundwater Treatment system. The system is located at a power generation facility.

 The detailed specification required that the system be constructed to meet explosion proof NEC Class 1 Division 1 standards. The entire system had to be inspected approved and labeled by MET Labs. The system uses a Busch high vacuum rotary claw pump to extract impacted groundwater and vapors.
The detailed specification required that the system be constructed to meet explosion proof NEC Class 1 Division 1 standards. The entire system had to be inspected approved and labeled by MET Labs. The system uses a Busch high vacuum rotary claw pump to extract impacted groundwater and vapors.
The groundwater is collected in a marine grade aluminum vapor liquid separator and a progressive cavity pump moves the liquids to an oil water separator. Any free product is removed and then a centrifugal pump moves the liquid through liquid phase carbon to treat the dissolved phase gasoline. The system is assembled in an 8’ X 20’ once through land sea container that has been customized with framed interior walls, R13 insulation and a 3200W heater.
Finally, the system will provide run time hours, vacuum trends, and water flow totals recorded through the PLC control panel.
The cellular connection allows full system control and data through easy-to-use web browser access. The instant alarm notification and remote control allows the consultant to immediately respond to any changing site conditions and maximize system run time.

This remediation system uses the following components and subsystems
Rotary Claw Vacuum Pump
PLC Control panel
Bag Filter
Carbon Filtration
Oil Water Separator
Vapor Liquid Separator
Centrifugal Transfer Pump
Progressive Cavity Transfer Pump
Rural GA Convenience Store Remediation Site

MAE2 was selected to design and build a Multi Phase Extraction and Groundwater Treatment remediation system for a convenience store site in rural GA.
The consultant was tasked with removing free product which was part of a long narrow plume between the tanks and the gas pump island.
The consultant and MAE2 chose a high vacuum system that could treat extracted groundwater at 15-20 GPM and to remove large amounts of free product gasoline. MAE2 used this data to design a system that would extract and treat groundwater and free product from 6 vacuum wells located on site. The water needed to be treated to meet NPDES limits and was discharged into a roadside ditch.

The system uses 2 high vacuum rotary claw pumps, providing over 500 ACFM flow at 25” HG vacuum, to extract impacted groundwater and vapors. The client prefers to use multiple pumps operating in parallel rather than a single large pump. This design provides more flexibility to save energy as site needs change over time, along with redundancy to reduce downtime. The system uses a 6 point custom inlet manifold and a marine grade aluminum 120 gallon Air Water Separator.
A progressive cavity transfer pump is used to pump the water to a 20 GPM Oil Water Separator to remove any free product gasoline. A 55 gallon drum with a high level alarm is used as a Product Storage Tank. Progressive Cavity pumps are selected because they do not create the chemical emulsification of the gasoline and water that other pumps cause. After the Oil Water Separator removes the free product a centrifugal transfer pump sends the water to a Poly Stackable Tray Air Stripper to remove dissolved phase gasoline. The water is pumped through bag filters, with valves allowing them to be used in parallel or series, to remove solids and particles from the water. Finally the water passes through two Steel High Pressure 250 LB Liquid Carbon Vessels before being discharged to a roadside ditch.

The custom integrated PLC control panel provides runtime hours, vacuum trends, temperature, carbon vessel pressure and water flow totals. The controls use two Variable Frequency Drives (VFD) to convert from 240, single phase power to 240, 3 phase power to operate the system motors.
VFD’s allow users to adjust motor speeds and reduce/save energy. The system uses a cellular data connection allowing full system control and data access through easy to use web browser access. The data allows easy access to system operational status and the data needed for writing reports as required by the regulators.
This Remediation System uses the following components and subsystems:
Interstate Truck Stop Vacuum Enhanced Groundwater Pump and Treat System for Diesel Free Product

MAE2was selected to design and build a remediation system for a large truck stop.
The consultant selected MAE2 to build a vacuum enhanced groundwater pump and treat remediation system that incorporated down well groundwater pumps and high vacuum DPE (Dual Phase Extraction) in order to remove the free product diesel.
MAE2 recommended 3 high vacuum parallel rotary claw pumps capable of 765 ACFM at 15” Hg, along with 7 QED pneumatic auto pumps to remove the free product diesel fuel. The rotary claw vacuum pumps were chosen to allow the system flexibility to operate at a wide range of vacuum levels. The flexibility allows the system to slurp the diesel in the wells to maximize free product recovery. The pneumatic auto pumps operate on demand with a 10 HP reciprocating air compressor providing the air supply needed for pumping. There are custom 6-point air supply and groundwater inlet manifolds for the well pumps.
The Groundwater Treatment system consists of a 15 point custom, marine grade aluminum, inlet manifold a marine grade aluminum, vapor liquid separator, an oil water separator to remove free product, a 270 gallon product tank with high level alarm, 2 bag filters to remove particulates and solids, with valves allowing them to be used in parallel or series, a Poly Stackable Tray Air Stripper to remove dissolved fuel, 2 more bag filters, an Organo Clay media vessel to remove naphthalene, 2 – 500 LB. high pressure steel liquid carbon vessels before discharging to surface water.
A custom modified cargo container was chosen for the project because the size of the components and required space. A cargo container is often exempt from many local building permit requirements

The regulatory agency requires consistent run time for all approved systems. The system provides run time hours, vacuum trends, and water flow totals recorded through the PLC control panel. The cellular connection allows full system control and data through easy-to-use web browser access. The instant alarm notification and remote control allows the consultant to immediately respond to any changing site conditions and maximize system run time.
This Remediation System uses the following components and subsystems:
- Rotary Claw Vacuum Pump
- Removable Tray Air Stripper
- PLC Control panel
- Oil Water Separator
- Vapor Liquid Separator
- Centrifugal Transfer Pump
- Progressive Cavity Transfer Pump
- Reciprocating Air Compressor
- Down well Pneumatic Pumps
- Rotary Claw Compressor
- Liquid Phase Carbon
Long Term Rental system constructed new for a small town gas station

MAE2 was approached by a consultant who needed a long-term rental Multi Phase Extraction system.
The consultant works in a state where the reimbursement program requires rental systems with very high reliability and runtime. The site required a MPE (Multi Phase Extraction) system with groundwater treatment. The site has free product gasoline and is located on a small lot with residences located all around.
 The consultants wanted a system with specific components that their field operators were familiar with in order to make maintenance and operation easier. Because the project was a multiyear rental, MAE2 constructed a new system to meet the site and consultant’s needs.
The consultants wanted a system with specific components that their field operators were familiar with in order to make maintenance and operation easier. Because the project was a multiyear rental, MAE2 constructed a new system to meet the site and consultant’s needs.
MAE2 provided a high vacuum Oil Sealed Liquid Ring Pump (LRP) to extract water and vapor from the wells. The LRP was chosen because the immediate proximity of residential neighbors required a pump that operated more quietly than other high vacuum options and because the consultant is most familiar with operating an LRP.
The Groundwater Treatment system consists of a vapor liquid separator, an oil water separator to remove free product, a removable tray air stripper to remove dissolved phase gasoline, followed by two bag filter units to remove suspended solids and two 500 LB high pressure steel carbon vessels to polish treat any remaining dissolved phase gasoline before discharging to sanitary sewer. The equipment was built in an enclosed steel frame utility trailer.
The state DEQ agency requires consistent run time for all approved systems. The system provides run time hours, vacuum trends, and water flow totals recorded through the PLC control panel. The cellular connection allows full system control and data through easy-to-use web browser access. The instant alarm notification and remote control allows the consultant to immediately respond to any changing site conditions and maximize system run time.
This Remediation System uses the following components and subsystems:
MPE Rental system installed in a small rural town site that has unique geology

MAE2 was selected by a consultant to provide a MPE (Multi Phase Extraction) system with air sparging and groundwater treatment.
The system is a long-term rental needed to meet the requirements of the state reimbursement program. The site consists of unique geology that includes layers of confining sandstone, making it challenging to have influence across the site and to reach the cleanup goals.
The site is also a high priority because it contains a town drinking supply well.
MPE high vacuum extraction was selected in order to create influence in both the shallow and deep extraction wells while also having influence in the pockets created by the confining layers of sandstone. The MPE will remove the free product and lower the dissolved phase gasoline concentrations.
The Air Sparging blower will volatilize Volatile Organic Compounds (VOC’s) in the vadose zone and stimulate biological remediation activity.
MAE2’s rental system came from our fleet and includes high vacuum parallel rotary claw pumps to extract water and vapor from the wells. The rotary claw vacuum pumps were chosen to allow the system flexibility to operate at a wide range of vacuum levels. The flexibility allows the system to operate at lower vacuum during start up and allow ramping up the vacuum as needed. The Groundwater Treatment system consists of an air water separator, an oil water separator to remove free product gasoline, a poly stackable tray air stripper to remove dissolved phase gasoline, and 500 LB high pressure steel carbon vessels to treat any remaining dissolved phase gasoline before discharging to surface water. The rotary claw sparge compressor is operating at 15 psi to help maximize treatment and reduce the project closure time. An enclosed steel frame utility trailer provides protection for the components and easy shipping to the site.
The regulatory agency requires consistent run time for all approved systems. The system uses a PLC control panel with a cellular connection that allows full system control and data through easy-to-use web browser access. The instant alarm notification and remote control allows the consultant to immediately respond to any changing site conditions and maximize system run time.
This Remediation System uses the following components and subsystems:
Biosparge and SVE Systems Combined to Maximize Site Remediation

MAE2 was approached by a consultant to build a system to remediate Chlorinated Solvents in ground water.
Individual Biosparge and SVE Treatment systems were selected to take advantage of the increased efficiency created by combining technologies.

The site is a manufacturing facility that had a release of chlorinated solvents that impacted the soils and groundwater around the facility, including a creek bed. Bio sparging was chosen to provide a steady volume of oxygen into the soils to support the biodegradation of solvents by the indigenous microbe population. Introducing air flow to the subsurface also helps volatilize the contaminants to increase the efficiency of the Soil Vapor Extraction
The SVE Treatment system was designed to extract vapors that were found in the soils near the manufacturing facility. Six wells vacuum wells were installed and screened at different depths in order to influence the entire plume. The Bio sparge injection wells were designed to inject air into 3-4 well zones and an additional aeration well located in the creek bed.
The SVE System included a 10 HP C10 Rotary Claw Vacuum Blower, capable of 255 ACFM @ 15” Hg, an 80G, marine grade aluminum, vapor liquid separator, and a PLC control panel with wireless telemetry. The remote telemetry can be used to monitor the system remotely and send alarm notifications. The system was installed inside a cargo trailer that fit the consultant’s needs and price points.
The Bio Sparge system included a 10 HP Rotary Screw Compressor capable of 35 CFM @ 150 psi. The compressor automatically cycles between different sparge zones via a user programmable PLC controller. The system was enclosed in a 8’ x 10’ steel frame building with custom duct work, 1’’ foam insulation in the walls and ceilings, and temperature monitoring. The controls for the bio sparge system can be remotely accessed via a wireless modem to assess alarms, site performance, or to monitor and adjust the sparge zone timing.

This Air Sparge System uses the following components and subsystems
Relay Based Control panel
Rotary Claw Vacuum Pump
Integrated Air Sparge System at a Space Launch Center

MAE2 was selected as the most responsive bidder in a competitive bid process to build and start up an integrated Air Sparge system for a former maintenance building at a space launch center.
The system was designed to remediate a solvent plume around the former building site. There are 213 wells spread across the site in order to create high air flow and radius of influence across the plume. The system design includes programmable timers that allow the user to rotate air delivery through the different site areas as desired. There are 10 sparge zones on the site, and each can be programmed for specific on off times to optimize remediation.
The project includes remote operation and monitoring so that the performance can be viewed and adjusted as required. The completed system includes a 125 HP variable speed rotary screw compressor capable of providing up to 648 CFM. The compressor automatically adjusts to provide only the air demand needed at any given moment which saves electricity and prolongs the life of the equipment. The system controls display and log temperature, pressure and CFM flow for the compressor and well field areas. The set points and operation timers can be adjusted remotely by phone or computer to maintain optimum efficiency.

The system was installed in a utility trailer custom designed to handle the size and weight of the compressor. Custom duct-work for compressor the intake and exhaust and split unit air conditioners for climate control were designed to keep the interior of the trailer at the low temperature and low humidity that the compressor requires for proper operation.



The system effectiveness was evident as the influence on the water table and in the monitoring wells was immediate.
This Air Sparge System uses the following components and subsystems
Corrective Action Plan for Former Gas Station Site Remediation

MAE2 was approached by a consultant that had performed a Corrective Action Plan and recommended a multi-phase extraction system to perform remediation at a former gas station site.
In order to keep the budget costs low the consultant looked for a high quality, dependable refurbished system. The consultant wanted a reliable system refurbished with attention to detail and consistent long term product support.
MAE2 bought a used system that had successfully completed remediation and site closure from a consultant in GA. MAE2 brought the system back to our facility and completed a custom refurbishment. MAE2 converted the groundwater pumping/SVE system into a multi-phase high vacuum system. We removed the Positive Displacement Vacuum Blower, Reciprocating Compressor and air and water manifold piping. We installed a Rotary Claw Vacuum Pump and Liquid Carbon Vessels. The system components were completely tested and a full O & M and cleaning was conducted to make the system site ready.

The system is a Dual Phase Extraction and Groundwater Treatment system designed for 20 GPM water flow and 325 ACFM vapor flow at 25” HG. There is a 10 point extraction manifold that pulls both water and vapor from the extraction wells using a 15HP rotary claw vacuum pump. The extracted groundwater is collected in the marine grade aluminum 120 G Vapor/Liquid separator and then pumped to an Oil Water Separator (OWS) using a progressive cavity transfer pump.
Any free fuel that is extracted is collected in the OWS and gravity drains into a product holding tank. The water is pumped from the OWS through a bag filter, to remove suspended solids, and then to a Poly Stackable Tray Air Stripper. After the air stripper the water is pumped through two bag filters in series, to remove any remaining suspended solids and two High Pressure Steel Carbon vessels for final treatment before discharge. The OWS pump and Air Stripper pump are centrifugal transfer pumps. The system is controlled by a custom PLC control panel that allows for remote access and control using web based telemetry.
The reuse of an existing system that is custom refurbished provides a proven cost effective solution and reduces capital costs and delivery time.
Components used in this system